
螺柱焊在车身制造中的应用及其质量控制
- 2017-02-09 11:17:00
- sawchina 原创
- 13251
杜伟国
(上海通用汽车有限公司 上海 201206)
摘要:分析了电弧螺柱焊的焊接原理,为生产中出现的焊接问题从本质上加以阐述,并在此基础上介绍有关焊接缺陷的形成和质量检测手段。
关键词:螺柱焊 焊接质量
Abstract: The basic principle of the arc stub welding was introduced and the problems, aniseed in the welding process, were analyzed. Based on those analyses, the causes of the defects in the weld were founded and the quality testing was introduced
Key words: stud welding, welding quality
O 前 言
随着现代汽车工业的发展,使用者对汽车功能的要求更高、更多、更具个性化,这就需要白车身的制造工艺更具柔性,同时成本要精益,可制造性好,车身结构要紧凑合理。螺柱焊系统在满足和实现当代造车理念上起着举足轻重的作用,、这可将许多巧妙的设计转化成易于制造的工艺。
从广义上讲,将螺柱或类似的其他紧固件通过电弧熔化金属的途径焊于工件上的方法统称螺柱焊,这有别于传统汽车制造中的电阻点焊和凸焊。螺柱焊的电弧可由直流电源或一组储能电容产生,螺柱焊焊接普通碳钢时应采用直流正接,焊接有色金属时则采用直流反接。螺柱焊是焊接紧固件的一种快速方法,不仅效率高而且可以通过专用设备对焊接质量进行有效的控制,从而保证接头的导热性、导电性和接头强度。
在该特殊焊接领域,占有领先地位的两家公司为Emhart和TRW,该两种品牌占据着全世界90%以上的市场份额。近年来,由于TRW的退出,Emhart几乎在该领域没有对手。上海通用汽车就采用Emhart的螺柱焊系统,焊接别克轿车和别克GI8的螺柱机器人焊接系统是目前中国最先进的生产系统,焊接质量稳定可靠。
1 Emhart 螺柱焊的焊接过程
Emhart螺柱焊实质是一种电弧焊,其焊接过程由以下4个主要阶段构成。
1.1 第一阶段
当螺柱与工件接触时(SOW),初始电流值约为40A,电压为0V。初始电流的存在,一方面可激活焊接处的被焊金属表面,以便顺利起弧;另一方面为控制器反馈所诊断的信息(见图1)。在实际的生产过程中,由于焊接板材的形状原因,或车体尺寸的配合原因,在机器人焊接时,有时会出现螺柱与车身接触困难,同时如果车体钢板强度偏软,也会影响焊接的质量。这就需要在工装夹具上做相应的调整,增强被焊处钢板的刚度,从而保证该阶段的可靠和稳定。

1.2 第二阶段
紧接着焊枪中的提升线圈得到70V(DC)的电压,线圈动作,将螺柱提升到(0.45″1.2mm),已被激活的金属表面在电压作用下由此而产生拉弧,由于提升高度一定,电弧电压最终约为24V(DC)。该电压为维弧电压,为主电弧的顺利导入创造了条件,如图2所示。

1.3 第三阶段
主焊接电流导通,在电弧的作用下,被焊工件的被焊接处熔化成焊接熔池,由于提升高度相同,电弧电压保持不变(见图3)。

1.4 第四阶段
提升线圈失掉电压,螺柱下降,下落到焊接熔池中,下落时间为12ms。从而完成整个焊接过程(见图4)。

2 焊接时间对质量的影响
EMHART焊机对焊接时间的定义是:从焊接主电流导通到焊接电弧电压为0所需的时间(见图5)。
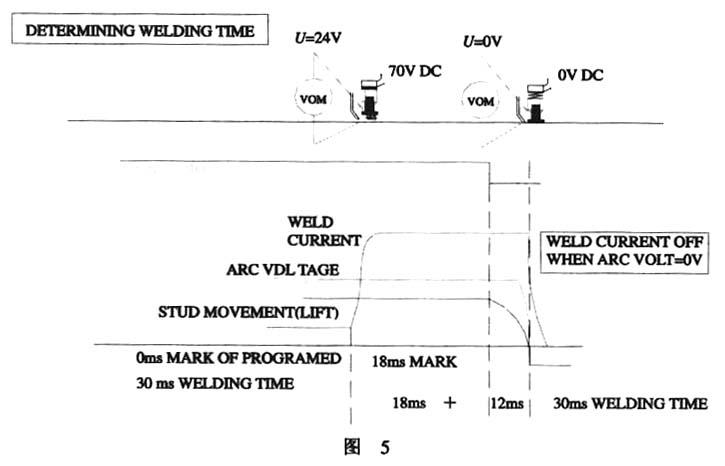
焊接时间是影响焊接质量的关键因素之一,由于Emhart控制器对焊接时间的控制是通过电弧电压的反馈信号而加以控制,所以焊头的工作状态非常重要。在生产过程中,焊接时间常因下落时间(drop time)的变长而相应增长。焊接时间超出焊接规范,导致焊接质量的下降、出现焊穿、螺柱的法兰过渡熔化等。出现以上情况,主要有4个方面的原因:①夹头位置不对而导致提升距离变长。②支撑弹簧超出疲劳极限。③焊头污染,其滑板滑动不畅。④反馈线接触不好或与接地线的连接断路(见图6)。

EMHART的螺柱焊系统分为手工螺柱焊系统、半自动焊接系统和机器人焊接系统,其焊接原理基本一致,只是系统构成有所不同,此处不再赘述。
3 工艺过程控制和质量检验
通用汽车“造入质量”(build in quality)的先进生产理念,使得在实际生产中对过程的控制更严格,稳定的车身质量才能切实得以保证。
3.1 工艺过程控制
1) 精确设置焊接参数:车身板材厚度、有无镀层、螺柱位置等,都是在设置参数时应当考虑的问题。
2) 保证焊接回路的通畅和连接的可靠,尽量使焊接处与地线靠近,减少中间过渡环节。
3) 焊枪或焊头的角度开关有一定的范围,调节时应尽量使螺柱与焊接板材垂直,特别是对手工焊枪,角度开关调节的范围越小,质量就越稳定,人为的影响因素就越小。
4) 尽量保持焊接表面的清洁。虽然EMHART的螺柱焊系统有自适应系统,当表面有油污时,由于反馈
的焊接电压比正常的值高,焊接自适应系统会将电流相应提高,但毕竟有一个滞后过程和范围。
3.2 质量检验
⑴目视检测 对于T形螺柱、带法兰的螺柱,其焊接质量可以通过目视检测螺柱底端焊缝外观形状来判断焊接的质量,如图7所示。

图7a所示是一个合格的螺柱焊缝,其角焊缝均匀,成形连续且熔合好。
图7b所示为虚焊,表明螺柱没有完全插入熔池。这种情况应检查夹头的位置是不正确,焊枪的顶杆弹簧是否超出疲劳强度和焊头滑动是否自如。
图7c所示表明焊接热量不足。解决的途径是检查夹头与防飞溅套的位置是否等于1.2mm,是否所有导线接点可靠,以确保电流的顺利导通,同时可根据情况增加焊接电流或焊接时间。
图7d所示表明热量过高。在确保夹头位置正确的前提下,可降低焊接电流或焊接时间。
图7e所示表明螺柱倾斜,只有局部的焊缝。通过矫正焊枪位置,使其与焊接表面垂直即可解决。
图7f所示表明接头一侧焊缝堆积而另一侧没有焊缝。这是由于电弧偏吹所致,可通过改变接地方式和位置来解决。
⑵弯矩检测 上海通用汽车采用专用的测力工具对`螺柱进行检测。该专用工具如图8所示,在检测螺柱前,先按不同螺柱的尺寸调整好工具,检测时手柄摆动角度为50°,如果螺柱在检测时无断裂和焊缝开裂,该螺柱为合格。

总之,先进的螺柱焊接生产系统结合有效的焊接质量控制程序,为汽车柔性生产工艺和生产高质量的轿车提供了有力的保证。
参 考 文 献
1 TMP STUD WELDER(美).Emhart automotive
2 焊接手册.北京:中国机械工程学会焊接学会
作者简介:杜伟国,男,1970年,大学本科,工程师。
















- [焊接技术] 现代焊接技术的发展现状及前景 2018-11-27
- [焊接技术] 汽车轻量化先进工艺技术 2018-10-11
- [焊接百科] 铝点焊在汽车上的运用 2018-10-11
- [焊接学院] 螺柱焊在车身焊接工艺中的应用 2018-10-10
- [焊接百科] 轿车车身轻量化及其对连接技术的挑战 2018-10-10
- [行业资讯] 铝点焊在汽车上的运用 2018-09-25





- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |






