
三维组合焊接夹紧系统
- 2016-03-22 16:51:00
- sawchina 原创
- 9202
组合夹具在机械切削行业已经有了成功的应用,但在焊接行业基本是一个空白。德国戴美乐公司(Demmeler)在自身承接客户变化多样的结构件加工的生产过程中,应用组合夹具的设计思想,发明了组合式三维焊接工作台,并逐渐从满足自我的使用到供应给各行各业的用户。在短短10年左右的时间内,就已经在7000多家欧美著名的公司工厂中得到广泛应用。这项技 术已经获得了欧洲、美国和中国的专利。
一、三维组合焊接夹紧系统
这种三维组合夹紧系统,采用可任意组合的带孔格板形式的台面和各种功能模块组成,孔径有φ28mm和φ16mm两个系列。台面上可根据需要,配以各种功能模块,形成各种定位和夹紧功能。除台面外,模块还有直角块、立柱、定位块、任意角度调整块、V形块、销栓及各类快速夹具及辅助模块。模块上还配以φ28mm、φ16mm的孔或棒,可以在任意位置互相配合或以销栓紧固。其设计构思巧妙,一件多用。
1.台面
台面采用带孔格板形式。在高精度的台面的上面和侧面,每隔100mm均布φ28mm的圆孔(D28系列),或每隔50mm均布φ16mm的圆孔(D16系列),并以同样的间隔划有尺寸线,台面边缘有毫米刻度线。这些圆孔可用于拼接各种功能的定位模块和夹具。台面尺寸从500mm×1000mm到2000mm×4000mm,并且可以根据需要组合成任意大小的尺寸和条块形状(见图1)。台面的支撑脚有标准脚、伸缩脚、带移动轮脚、固定脚和剪式升降脚等,以适应各种不同的需要。这一系列的精心设计,给使用者提供了极大的方便。

2.销栓
用于模块之间紧固的销栓已拥有发明专利。φ28mm或φ16mm的销栓内装有5个同心钢珠(见图2)。当松动销栓螺纹时,钢珠自动缩回销栓内部,这时销栓可方便地插入或抽出系统的圆孔。插入后再逐渐拧紧头部,这时钢珠逐渐突出,销栓自动对中并夹紧模块。最后用手工扳手拧紧,即可达到夹紧力50kN,剪切力250kN。同时根据使用场合的不同,还设计了各种长度,以及沉头的销栓。

3.直角块
直角块可用于止位、定直角、构建三维立体结构和延伸工作台面等。大型的直角块上还配有宽度为28mm或16mm的滑槽,可以前后、上下滑动,并在任意需要的位置用销栓紧固定位。
4.立柱
各种长度的立柱有4个或5个工作面,工作面上配有φ28mm或φ16mm的系统孔。立柱可用于构建三维立体结构,或者与台面配合,构成各种异形台面。
5.夹具
夹具品种繁多,可适应以下三种场合:
(1)悬臂夹具 按照夹具的插入方向与夹紧力方向,有180°、90°、45°三种。按照夹紧手柄的类型,有手工螺旋式、快速夹紧式、短六角螺钉式等。
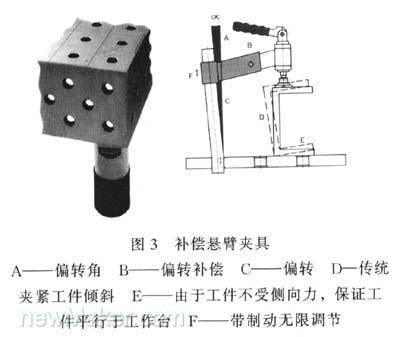
(2)补偿悬臂夹具 由于夹具在台面上是采用圆棒插入孔中的形式,棒孔间的间隙和夹具本身的微小柔性,使得夹具在夹紧过程中有带动工件偏转的倾向。为了防止这种偏转,戴美乐公司发明了补偿悬臂夹具的专利(见图3)。这种夹具在悬臂中增加了弹性伸缩,化解掉夹紧时的侧向分力,以补偿夹具本身的变形和插入过程中的间隙,保证夹具的夹紧力与夹紧方向一致。
3.直角块
直角块可用于止位、定直角、构建三维立体结构和延伸工作台面等。大型的直角块上还配有宽度为28mm或16mm的滑槽,可以前后、上下滑动,并在任意需要的位置用销栓紧固定位。
4.立柱
各种长度的立柱有4个或5个工作面,工作面上配有φ28mm或φ16mm的系统孔。立柱可用于构建三维立体结构,或者与台面配合,构成各种异形台面。
5.夹具
夹具品种繁多,可适应以下三种场合:
(1)悬臂夹具 按照夹具的插入方向与夹紧力方向,有180°、90°、45°三种。按照夹紧手柄的类型,有手工螺旋式、快速夹紧式、短六角螺钉式等。
(2)补偿悬臂夹具 由于夹具在台面上是采用圆棒插入孔中的形式,棒孔间的间隙和夹具本身的微小柔性,使得夹具在夹紧过程中有带动工件偏转的倾向。为了防止这种偏转,戴美乐公司发明了补偿悬臂夹具的专利(见图3)。这种夹具在悬臂中增加了弹性伸缩,化解掉夹紧时的侧向分力,以补偿夹具本身的变形和插入过程中的间隙,保证夹具的夹紧力与夹紧方向一致。

这一实例中比较重要的定位尺寸为左右臂两端部及转角部位轴孔的同心度。建议焊接前使 用辅助的芯棒对穿两孔,然后将芯棒夹持于工作台面上。完成焊接后松开并抽出芯棒。
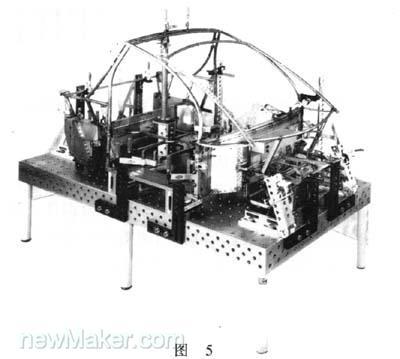
(2)应用实例二 图5为某著名汽车厂在开发新车中使用戴美乐工装。整个汽车的框架都用戴美乐工装定位和夹紧。这样做的目的,一是这种车型本身的批量不大,专用流水线焊装不够经济;另一种是为大批量生产的焊装生产寻找最佳的夹紧工艺。
(3)应用实例三 图6所示为某管道中一节弯管(含法兰)的焊接实例,由于使用了戴美乐柔性工装,保证了法兰的精确定位,避免了管道安装时错位的可能性。

三、结语
当然,由于戴美乐三维组合工装的灵活性,它的应用实例是大量的。对于较简单的平面构件、立体框架、箱体等焊接时的定位,它可以非常方便地实现。即使是较复杂的构件,实际上也可以通过分步焊接来实现。这样既实现了操作的方便性,又大大提高了工作台的利用率。实践证明,该三维组合焊接夹紧系统可以按照用户的充分想象,在绝大部分的焊接过程中获 得应用。






- [焊接技术] 汽车用铝合金板面临哪些问题? 2020-11-02
- [焊接技术] 铝点焊在新能源全铝车身上的应用 2020-10-26
- [焊接技术] 汽车顶盖机器人螺柱焊的故障分析及改进 2020-10-09
- [焊接技术] 正确选用螺柱焊机 确保车身焊接质量 2018-11-24
- [焊接百科] 螺柱焊在车身焊接工艺中的应用研究 2018-11-24
- [行业资讯] 浅析中国焊接技术的现状与发展 2018-11-13





- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 东莞市凤岗镇东深路凤岗段206号天安深创谷W2栋诚信大厦21楼 |






